English
English 中文简体
中文简体 русский
русский عربى
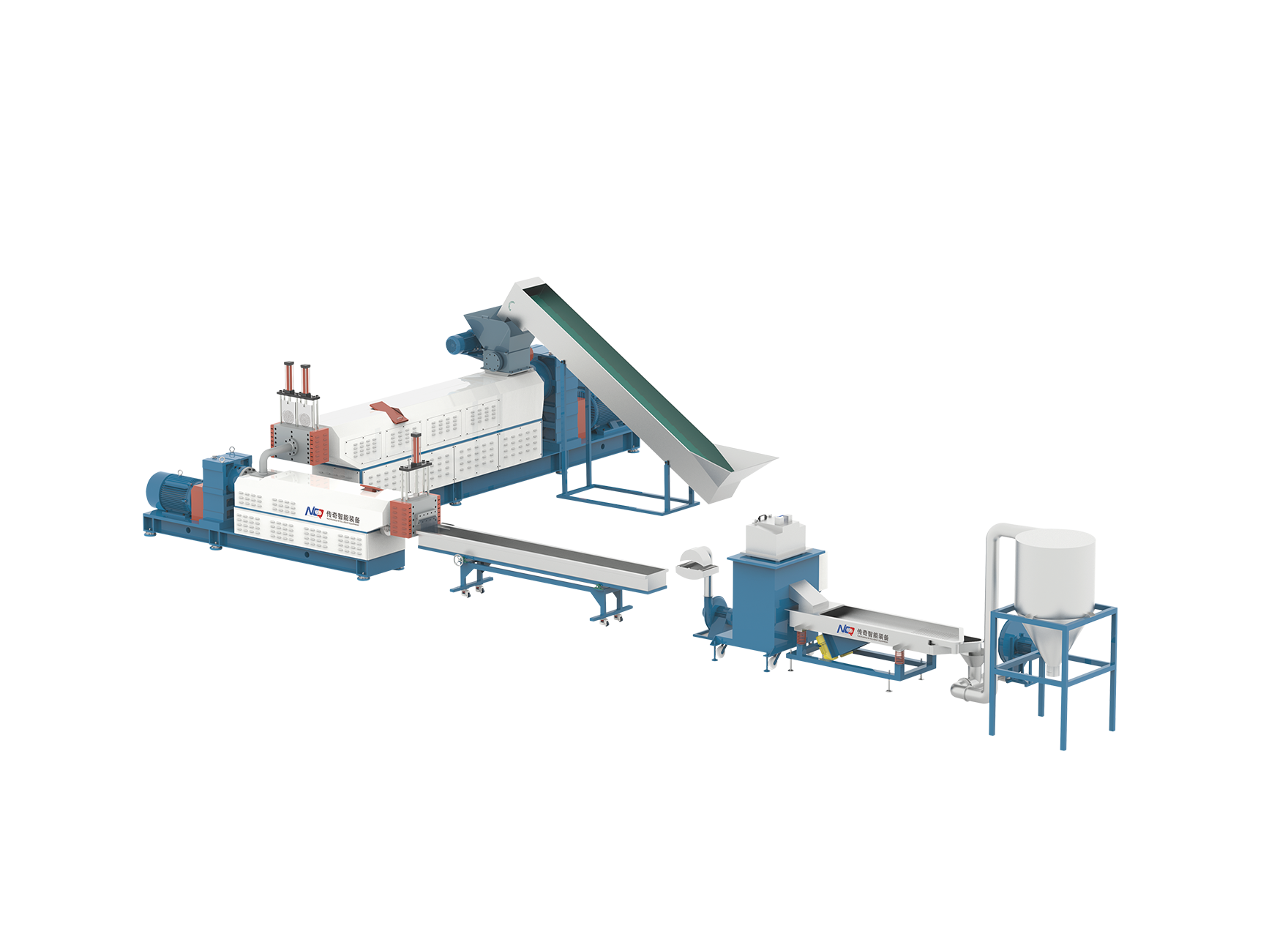
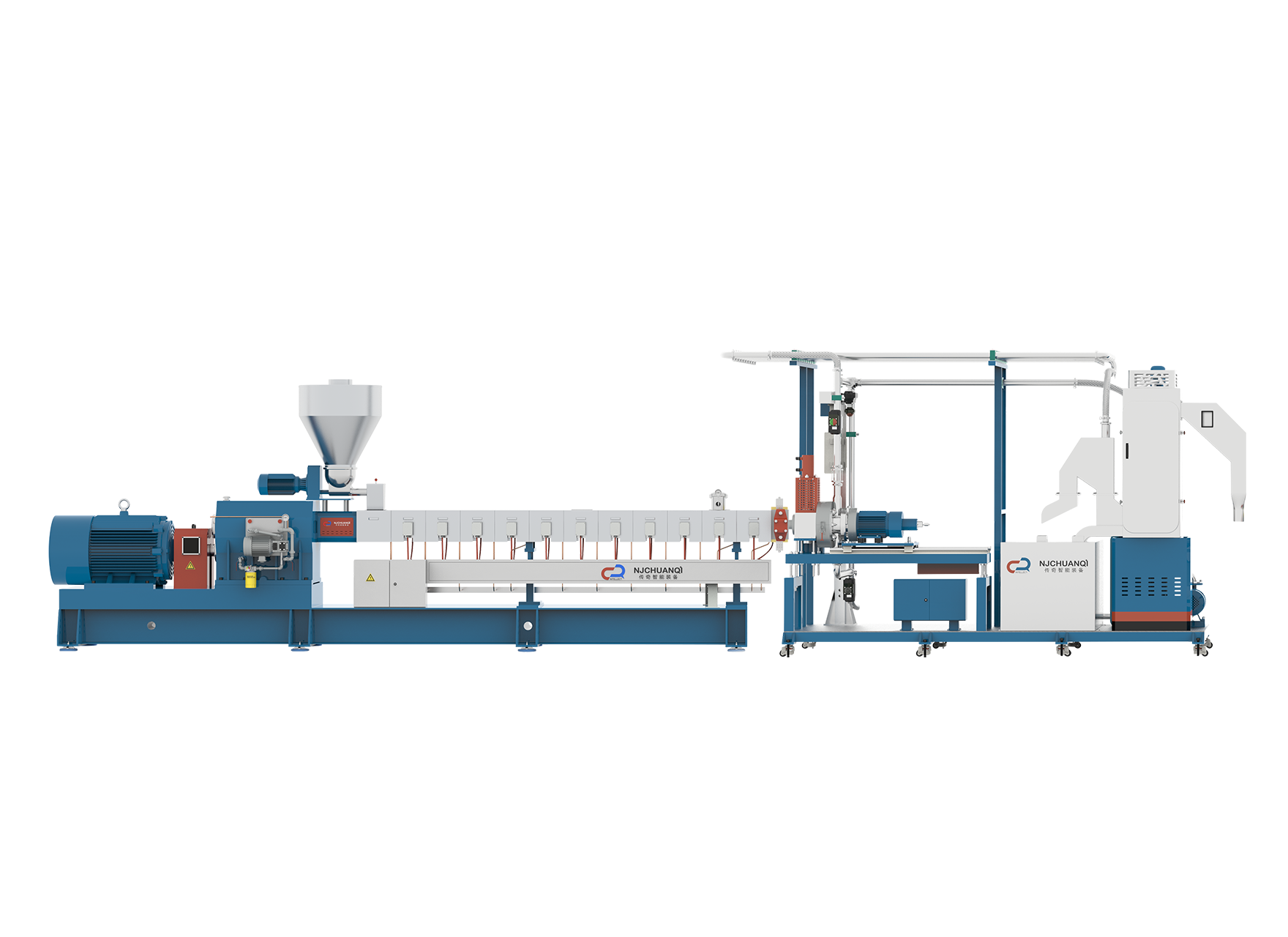
عربىIn laboratory-scale extrusion processes, the geometry of the screw, particularly its diameter and length-to-diameter (L/D) ratio, plays a pivotal role in determining the performance of the system. Whether using a Lab Scale Twin Screw Extruder or a general Lab Scale Extruder, these two parameters critically affect material throughput, mixing efficiency, residence time, and thermal control.
Screw Diameter and Throughput Capacity
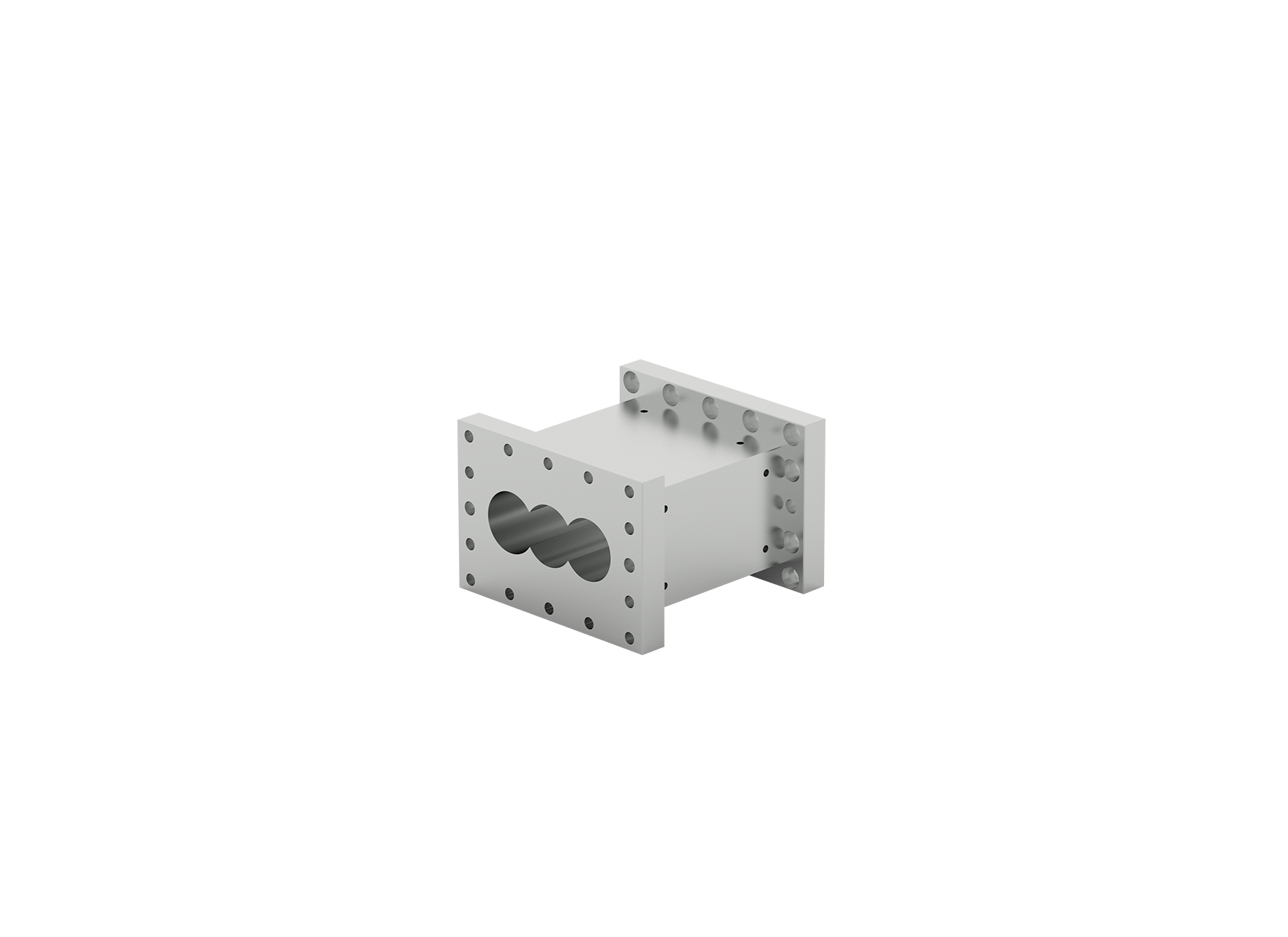
The diameter of the screw is directly related to the volume of material that can be conveyed through the extruder. Larger diameters generally allow higher throughput, which is advantageous in scaling up processes or handling high-viscosity materials. However, in laboratory settings where material quantities are limited and precise control is essential, smaller diameters are often preferred to maintain responsiveness and reduce material waste. In a twin screw configuration, balanced diameter selection ensures sufficient intermeshing and pressure build-up, which are crucial for effective compounding or reactive extrusion.
L/D Ratio and Residence Time Distribution
The L/D ratio—calculated by dividing the effective length of the screw by its diameter—determines how long the material stays inside the barrel. A higher L/D ratio typically provides longer residence time and more opportunities for mixing, melting, and chemical reactions. This is particularly beneficial in applications requiring intensive dispersive or distributive mixing, such as pharmaceutical hot melt extrusion or the development of polymer blends. However, excessively long screws can cause thermal degradation of sensitive materials or energy inefficiencies.
Mixing and Shear Control
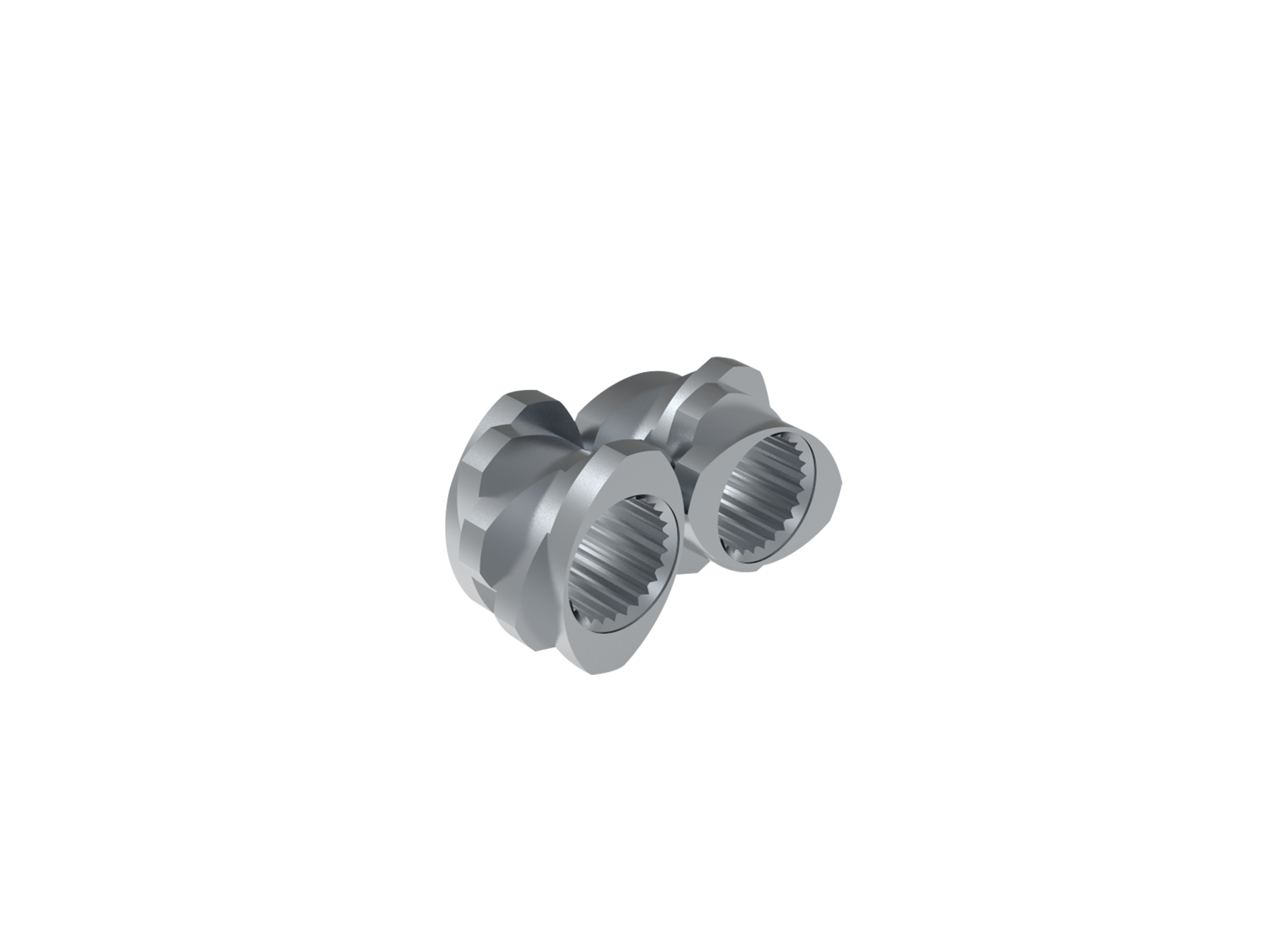
In twin screw extruders, the interaction of screw elements along a longer L/D ratio enhances mixing due to increased contact and kneading zones. Screw diameter also influences the shear rate; a smaller diameter usually produces higher shear under the same rotational speed. Depending on the process needs, such as dispersion of fillers or controlled molecular orientation, engineers may tune these parameters to optimize the mechanical and rheological properties of the extrudate.
Thermal Management and Process Stability
Both screw diameter and L/D ratio affect heat transfer efficiency. A smaller diameter screw with a moderate L/D ratio often facilitates better thermal control in lab-scale extruders, which is vital for maintaining material stability during sensitive processing. Overly long screws may cause overheating if thermal management is not well-designed, causing batch inconsistency or material degradation.
Application-Specific Considerations
In pharmaceutical applications using a Lab Scale Twin Screw Extruder, precise control over residence time and shear is critical to maintaining drug stability and achieving uniform dispersion. Conversely, in food or biodegradable polymer research, where throughput and structural development may take precedence, larger screw diameters and higher L/D ratios could be beneficial. Thus, selecting the appropriate combination of screw diameter and L/D ratio should align closely with the specific material and performance goals of the experiment.
In conclusion, optimizing screw diameter and L/D ratio is essential to the success of any extrusion process at the lab scale. These parameters influence not only the mechanical aspects of extrusion but also the chemical and thermal conditions experienced by the material. A well-designed lab extrusion setup, whether single or twin screw, must balance these factors to achieve reproducibility, efficiency, and product quality.
 +86-189 1339 2785
+86-189 1339 2785